MEDICAL ENTERPRISE WAREHOUSE INTELLIGENT UPGRADE
AND TRANSFORMATION PROJECT PLAN
Medical
ASRS
CHINA
10000 lines/hour
Outbound efficiency
33%
Storage density increase
Rapid
Return on investment
99.9%
Picking accuracy
PROJECT BACKGROUND
The healthcare supply chain centers on safety, compliance, and precision. Its warehousing operations must strictly adhere to regulations such as GSP, enabling flawless tracking of product batch numbers and serial numbers while enforcing “First Expiry Date, First Out” (FEFO)and temperature/humidity control.
Furthermore, the secure storage of high-value items and the zero-error fulfillment of complex orders place immense pressure on traditional manual warehousing, making it unsustainable in terms of compliance and efficiency. Intelligent upgrades have become inevitable.
CUSTOMER PAIN POINTS
1. Efficiency Bottleneck:
Outbound processing demands 10,000 lines per hour, pushing manual operations to their limits.
2. Accuracy Challenge:
The pharmaceutical industry requires 99.99% accuracy, yet manual picking is prone to errors, creating compliance and safety risks.
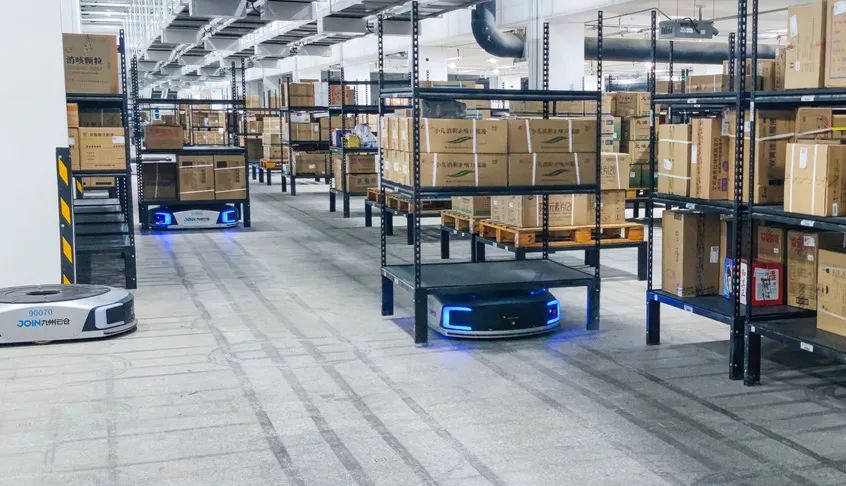
The system provides 100 AGV robots and a supporting material handling system.
Through seamless integration with automated storage and retrieval systems, conveyors, side-loading loaders, and cranes, it enables automated material transport and multi-level temporary storage.
In outbound operations, goods are transported directly by AGVs to the loading dock for loading by driverless vehicles.
The system is also equipped with multiple data interfaces and a visual dashboard, allowing for real-time monitoring of operational status and timely intervention in abnormal situations. This effectively reduces operational risks and ensures pharmaceutical safety.
CUSTOMER BENEFITS
1. Space Efficiency:
Narrower robot aisles increase storage capacity by one-third within the same footprint.
2. Financial Efficiency:
One hundred robots replace 47 workers, recouping investment costs within two years.
3. Strategic Advantage:
Achieves unmanned operation in the outbound staging area, setting a new industry benchmark.
SERVICE
WE OFFER A VARIETY OF RAAS SERVICE PLANS
ALL
AUSTRALIA
CHINA
JAPAN
KOREA
MALAYSIA
NEW ZEALAND
SINGAPORE
THAILAND
VIETNAM
Intelligent Warehousing Project for Medical Devices and Pharmaceuticals
Against the backdrop of rapid transformation in the global healthcare industry, leading players in the medical device sector are actively coordinating and deploying resources across multiple dimensions, including supply chain optimization, technological innovation, market concentration, international expansion, and digital operations.
A well-known pharmaceutical company is committed to providing customers with excellent products, technical support, and comprehensive after-sales service. Its core business covers the wholesale of traditional Chinese medicine,
This large pharmaceutical and medical device group, as one of the leading enterprises in China’s pharmaceutical distribution sector, focuses on Chinese and Western medicines and medical devices as its core products, and provides customers with comprehensive value-added services such as information and logistics.
A well-known chain pharmacy company, as a comprehensive enterprise focusing on the production and sales of Chinese and Western medicines and health-related products and services, is
This project aims to upgrade the comprehensive warehousing and distribution center of a well-known pharmacy, a key hub supporting its nationwide store distribution and e-commerce shipments. This automation upgrade focuses primarily on two core areas: the second-floor drug repackaging storage area and the fifth-floor traditional Chinese medicine packaged storage area. To improve operational efficiency and...
Suzhou Medical Company's Multi-Level Intelligent Raw Material Warehousing and Internal Supply Chain Upgrade
This project aims to introduce an advanced “materials-to-person” automated system to the raw material warehouse of a leading medical company in Suzhou,
Automotive
E-Commerce
Electronics
Industrials
Medical
Other
Retail/Shoes & Garment
All
AUSTRALIA
CHINA
JAPAN
KOREA
MALAYSIA
NEW ZEALAND
SINGAPORE
THAILAND
VIETNAM
Fast Fashion Brand Distribution Center
A Home Appliance Industry Warehousing Project
Warehousing Project for a Home Appliance Company in Qingdao
A Cable Industry Warehousing Project
A Leading Global Beauty Brand
Intelligent Warehousing Project for Medical Devices and Pharmaceuticals
A Pharmaceutical Company
A Pharmaceutical and Medical Device Company
A Chain Pharmacy Company
A Major Pharmacy's Drug Distribution Center
Suzhou Medical Company's Multi-Level Intelligent Raw Material Warehousing and Internal Supply Chain Upgrade
Tire Warehousing Project
Automotive Parts Warehousing Project
Intelligent Warehousing Project for a Leading Listed Auto Parts Company
Automotive Interior Systems Company
A Digital Automotive Factory
A well-known automobile assembly parts KLT warehouse
Smart Warehousing for a Global Zipper Giant's Supply Chain
A well-known designer brand in the footwear and apparel industry
A Japanese sporting goods retailer
E-commerce Group Buying Platform
A well-known sportswear brand
A Cold Storage Project in Spain
Domestic Stationery Company - National Central Warehouse
A Japanese sporting goods retailer
A logistics distribution warehouse for a Hong Kong convenience retail brand
A Japanese Sporting Goods Retailer
A Leading UK Retailer
A Japanese Office Supplies and Equipment Supplier
A Leading Global Bathroom Fixture Brand
Home Appliance & Digital Retailer - Dongguan National Central Warehouse
A leading domestic supermarket
A well-known Chinese sportswear brand
Shenzhen Zipper Supplier Distribution Center
A Leading Chinese Down Apparel Brand
Intelligent Warehousing Project for a Leading Listed Auto Parts Company
Tianjin Factory
A Feed Industry Company in Thailand
A Profile Industry Warehousing Project
Automated Warehouse Project for New Energy Battery Raw Materials
A Dual-Carbon Industrial Park Project
Office Equipment Company Project Background:
Shanghai Switchgear Company
A Global Air Conditioning Component Manufacturer
Raw Material Warehouse of a New Materials Company in Lianyungang
Semiconductor Raw Material Semi-finished Product Warehouse in Yancheng
A Leading Global LCD Display Manufacturer
Ningbo Electronics Smart Warehouse
A certain electronic product warehouse in Thailand
Thailand 3C Smart Warehouse
Suzhou Instrument Company
National Stationery Brand Supply Chain Warehousing Project
Logistics and Distribution Center of an Overseas Group-Buying Platform
A Logistics Company's Fully Automated Warehouse
Japan (Fukuoka Inoue Tsusho)
Sydney-based online shopping platform
A Chinese e-commerce giant
In the increasingly competitive fast fashion market, brands are placing higher demands on the timeliness, accuracy, and cost control of logistics and distribution.
A home appliance company faced the challenge of managing its nationwide warehousing network. The client was highly concerned with significantly improving the efficiency of goods management to cope with increasingly complex market demands and fierce industry competition.
A well-known home appliance company in Qingdao has significant warehousing management needs nationwide. Its products are primarily large and heavy-duty, with single pallet loads typically exceeding 600 kg.
A cable industry company faced complex warehousing management needs for a large volume of cable reels. The client highly valued how to effectively improve material management efficiency to meet the challenges of rapid market changes and lean production. To address this, we introduced and implemented an “Aerial Sorting Smart Warehouse” solution, aiming to provide a...
As a globally renowned French cosmetics giant, this brand operates in over 130 countries and regions, with 283 subsidiaries, 42 factories, and over 100 distributors, employing more than 50,000 people worldwide. Its vast supply chain caters to the beauty needs of hundreds of millions of consumers, placing extreme demands on logistics efficiency, accuracy, and cost...
Against the backdrop of rapid transformation in the global healthcare industry, leading players in the medical device sector are actively coordinating and deploying resources across multiple dimensions, including supply chain optimization, technological innovation, market concentration, international expansion, and digital operations.
A well-known pharmaceutical company is committed to providing customers with excellent products, technical support, and comprehensive after-sales service. Its core business covers the wholesale of traditional Chinese medicine,
This large pharmaceutical and medical device group, as one of the leading enterprises in China’s pharmaceutical distribution sector, focuses on Chinese and Western medicines and medical devices as its core products, and provides customers with comprehensive value-added services such as information and logistics.
A well-known chain pharmacy company, as a comprehensive enterprise focusing on the production and sales of Chinese and Western medicines and health-related products and services, is
This project aims to upgrade the comprehensive warehousing and distribution center of a well-known pharmacy, a key hub supporting its nationwide store distribution and e-commerce shipments. This automation upgrade focuses primarily on two core areas: the second-floor drug repackaging storage area and the fifth-floor traditional Chinese medicine packaged storage area. To improve operational efficiency and...
This project aims to introduce an advanced “materials-to-person” automated system to the raw material warehouse of a leading medical company in Suzhou,
This project aims to create an industry-leading, end-to-end automated solution for a well-known tire manufacturer. The solution covers all key stages of tire production,
A well-known automotive parts manufacturer, in order to cope with increasingly complex supply chain management and improve production efficiency, decided to comprehensively upgrade its existing semi-finished goods warehouse into a highly efficient, modern,
We successfully planned and implemented a highly intelligent warehouse management system for a leading listed auto parts company. This project aimed to revolutionize its internal logistics system by integrating advanced automated equipment and intelligent control technology to comprehensively improve logistics efficiency, reduce operating costs, and significantly enhance overall information technology levels.
This leading global automotive interior systems company focuses on core areas such as automotive interior and exterior trim, automotive seats, cabin electronics, and passive safety. Since actively expanding into overseas markets in 2010, the company has successfully restructured and developed into the world’s largest automotive interiors enterprise. Currently, it has over 230 factories worldwide, employing...
A well-known digital automotive factory focuses on the entire value chain operation of BMW brand vehicles in the Chinese market, covering every aspect from R&D, procurement, production to sales and after-sales service. It is committed not only to becoming a provider of sustainable premium personal mobility services but also to leading the sustainable development of...
With the rapid development of the automotive industry, a well-known automotive parts manufacturer has raised higher requirements for automation and intelligence in its KLT warehouse at its Chengdu base. To create a smart warehouse and improve overall operational efficiency,
We successfully planned and implemented a groundbreaking smart automated warehouse project for a leading global zipper company. This project aimed to revolutionize its supply chain management system, specifically targeting the ground-floor receiving area to efficiently handle core materials, including zipper pulls and finished zipper strips, to meet complex and ever-changing business demands.
We successfully planned and implemented a brand-new internal intelligent logistics system for a well-known designer brand in the footwear and apparel industry. This system cleverly integrates traditional DPS systems and box conveyor systems with cutting-edge KIVA robots,
Circle K (OK Convenience Store) is a popular convenience retail brand in Hong Kong with over 300 branches. Its success hinges on continuous innovation, providing customers with exceptional convenience and novelty.
Founded in May 2017, this platform is committed to providing users with a fresh food consumption experience characterized by guaranteed quality, delivery time, and product variety through a service model that integrates direct sourcing from production areas, pre-positioned warehouses for distribution, and delivery to homes in as little as 29 minutes. Driven by technology, it...
A well-known sportswear brand is renowned for its outstanding market position and high standards and strict requirements for logistics efficiency. STORIN, as a leading provider of intelligent warehousing and logistics solutions, has always focused on driving leaps in logistics efficiency through technological innovation. This time, the two parties have joined forces again to open a...
We successfully implemented a groundbreaking cold storage automation project for a well-known Spanish cold chain logistics company. This project aimed to revolutionize its traditional cold storage operation model by introducing cutting-edge intelligent technologies to effectively address the harsh challenges of low-temperature environments, thereby improving its cold chain service efficiency and competitiveness in the European market.
Qixin Group, a leading enterprise service provider in China, relies on its Shenzhen national central warehouse as the core of its nationwide B2B business. Faced with a surge in orders due to digitalization and the management challenges of over 130,000 complex office SKUs,
As a global retail leader, Walmart’s core strategy in the Chinese market is “continuous expansion” and “multi-format synergistic development.” Its more than 400 stores and 18 distribution centers across the country form the cornerstone of its business empire. To ensure the operational efficiency of this vast network and drive future growth,
Circle K (OK Convenience Store) is a popular convenience retail brand in Hong Kong with over 300 branches. Its success hinges on continuous innovation, providing customers with exceptional convenience and novelty. This business model necessitates an extremely efficient and precise warehousing and distribution center to support a massive number of SKUs and frequent store replenishment...
A well-known Japanese sporting goods retailer holds a leading position in the Japanese market due to its strong brand portfolio and extensive sales network.
A leading UK retailer of clothing, footwear, and home products, headquartered in Enderby, England, with approximately 700 stores worldwide, 500 in the UK and over 200 in Europe, Asia, and the Middle East.
A leading Japanese office supplies and equipment supplier, with its extensive product line and excellent service, holds a significant position in the Japanese corporate market.
As a leading global bathroom fixture brand, Kohler’s success is inseparable from its efficient production and supply chain management. Its semi-finished product warehouse in Nanchang is crucial for ensuring the stable operation of its faucet and showerhead production lines.
This home appliance and digital retailer is renowned for its “customer-first” service philosophy. Its Dongguan national central warehouse is a key hub supporting its dual-channel business of “e-commerce + physical stores.”
This supermarket chain is one of China’s top 500 enterprises and a national-level leading enterprise in both “circulation” and “agricultural industrialization.”
In recent years, with the continuous expansion of the domestic sports consumption market and the deepening development of the omnichannel retail model, enterprises have placed higher demands on logistics response speed and warehousing processing capabilities.
This project aims to provide an advanced “box-to-person” automated system for the distribution center of a Shenzhen zipper supplier.
This project aimed to provide a leading Chinese down apparel brand with a smart warehousing solution to address the challenges brought about by its market expansion and the implementation of its omnichannel business strategy.
We successfully planned and implemented a highly intelligent warehouse management system for a leading listed auto parts company.
This project aims to create a highly intelligent lifting equipment and warehouse management system for an advanced photovoltaic bracket manufacturing plant in Tianjin.
A feed mill in Thailand, operating under a traditional model, faced severe challenges in managing its space. The factory interior was cluttered with stacks of crates, leaving extremely limited space for manual operations.
A profile industry company faces complex challenges, including large dimensions, diverse varieties, and frequent small-volume outbound requests for sheet and profile products.
We successfully built a highly automated three-dimensional warehouse for a new energy battery company. The warehouse has a total building area of approximately 3,000 square meters and a net height of 20 meters.
We successfully developed and implemented a forward-looking intelligent logistics and warehousing solution for a leading dual-carbon industrial park. This project aims to support green production and efficient flow from raw materials to finished products within the park.
A globally renowned office equipment company, operating in 44 countries and employing over 44,000 people, is a significant player in the global office equipment market.
Established in 1993, this well-known Shanghai switchgear company is a joint venture between global industrial giant Siemens and Shanghai Electric Group, a leading enterprise in China’s electrical industry. Leveraging its outstanding technical strength and rigorous quality management,
A leading global air conditioning component manufacturer is committed to providing wholesalers and manufacturers in Germany and the international market with a full range of high-quality components for heating, ventilation, and air conditioning (HVAC) systems. With its extensive product line and excellent service, the company plays a key role in the global HVAC supply chain....
A new materials company in Lianyungang, a national-level “Specialized, Refined, and Innovative” small giant enterprise specializing in the R&D, production, sales, and technical services of electronic packaging materials such as semiconductor devices, integrated circuits, special devices, and LED brackets, is actively exploring how to further improve the operational efficiency and management level of its raw...
A well-known semiconductor raw material company in Yancheng, a professional high-tech enterprise integrating R&D, production, and sales of diode-type electronic products, owns a modern factory covering 75 acres, including a modern factory building and a comprehensive office building, with a total building area of 32,000 square meters.
A leading global LCD display manufacturer also holds a significant position in the projector market and is involved in electronic component distribution, providing distribution services to customers worldwide.
This project aims to provide an automated warehousing solution for a company specializing in the R&D, production, and sales of high-precision products such as automotive headlight dimming motors, stepper motors, interior lighting, LED modules, automotive air conditioning damper actuators, and PCBAs.
This project aims to introduce an automated system to the first-floor warehouse, improving space utilization and increasing storage capacity.
This project aims to address the core operational challenges currently faced by Thailand’s 3C smart warehouses, including low efficiency of manual operations, insufficient storage density, and error-prone manual management, by deploying an advanced intelligent automation system.
A Suzhou-based instrument company is a significant player in the industry, encompassing the design, manufacturing, sales, and after-sales service of various instruments for measurement, analysis, and evaluation, as well as related parts, consumables, and software.
We built a modern warehousing center covering 45,000 square meters for the National Stationery brand, including a 7,500-square-meter “goods-to-person” picking area. By introducing advanced intelligent technologies, this project not only significantly improved operational efficiency but also became a smart benchmark in the B2B e-commerce warehousing and distribution field.
Significant improvements in logistics efficiency were achieved, enabling same-day food delivery and resolving the relay picking issues for dry goods, fresh produce, and frozen goods, allowing the platform to easily handle peak e-commerce sales periods.
As a leading supply chain service provider in China, this logistics company is deeply involved in the entire process of warehousing and distribution, committed to building the most efficient consumer goods warehousing and smart logistics service platform in China’s commercial sector.
STORIN empowered Inoue Tsusho in Fukuoka, Japan, with its innovative case-handling robot solution, building a digital and information-based intelligent warehouse management system.
This project aims to provide a comprehensive automation upgrade for a Sydney-based online shopping platform specializing in e-commerce sales and same-day food delivery services in Australia.
This project aims to improve the operational efficiency of daily chemical product warehouses across approximately 1,300 warehouses nationwide for a major Chinese e-commerce company.
 Medical
Medical
 ASRS
ASRS
 CHINA
CHINA